




HK 465X-1 45°エッジバンドイングマシン

技術的パラメータ
| HK-465x-1 | |||
| 全体寸法 |
5226*745*1625mm | ワークピース スピード |
20~25m/分 |
|
エッジの厚さ バンド |
0.35~3mm | 定格圧力 | 0.6kg |
| 動作重量 | T | モーターの動力を伝える | 4kW |
| シート幅 |
40mm | 総力 |
12.2kW |
| 板厚 |
9-60mm | 最小処理長さ |
150mm |
| 電圧 |
380V 50Hz | 仕事の形態 |
フルオートマチック |
機械特性

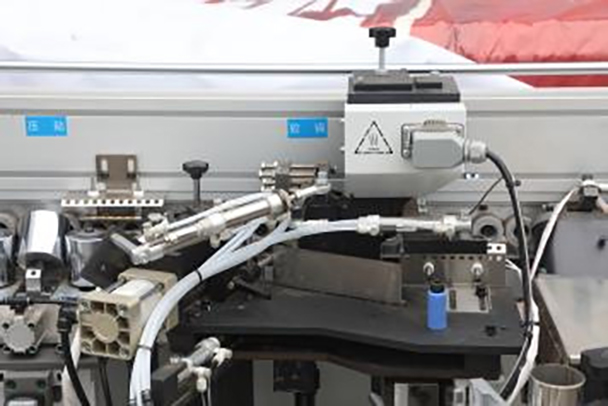
傾斜プレミリング
ベベルエッジミリングタイプ、45°固定のプレミリング機構、まな板のエッジを鋸で切断して粉砕し、ベベルエッジのシール効果を高めます。
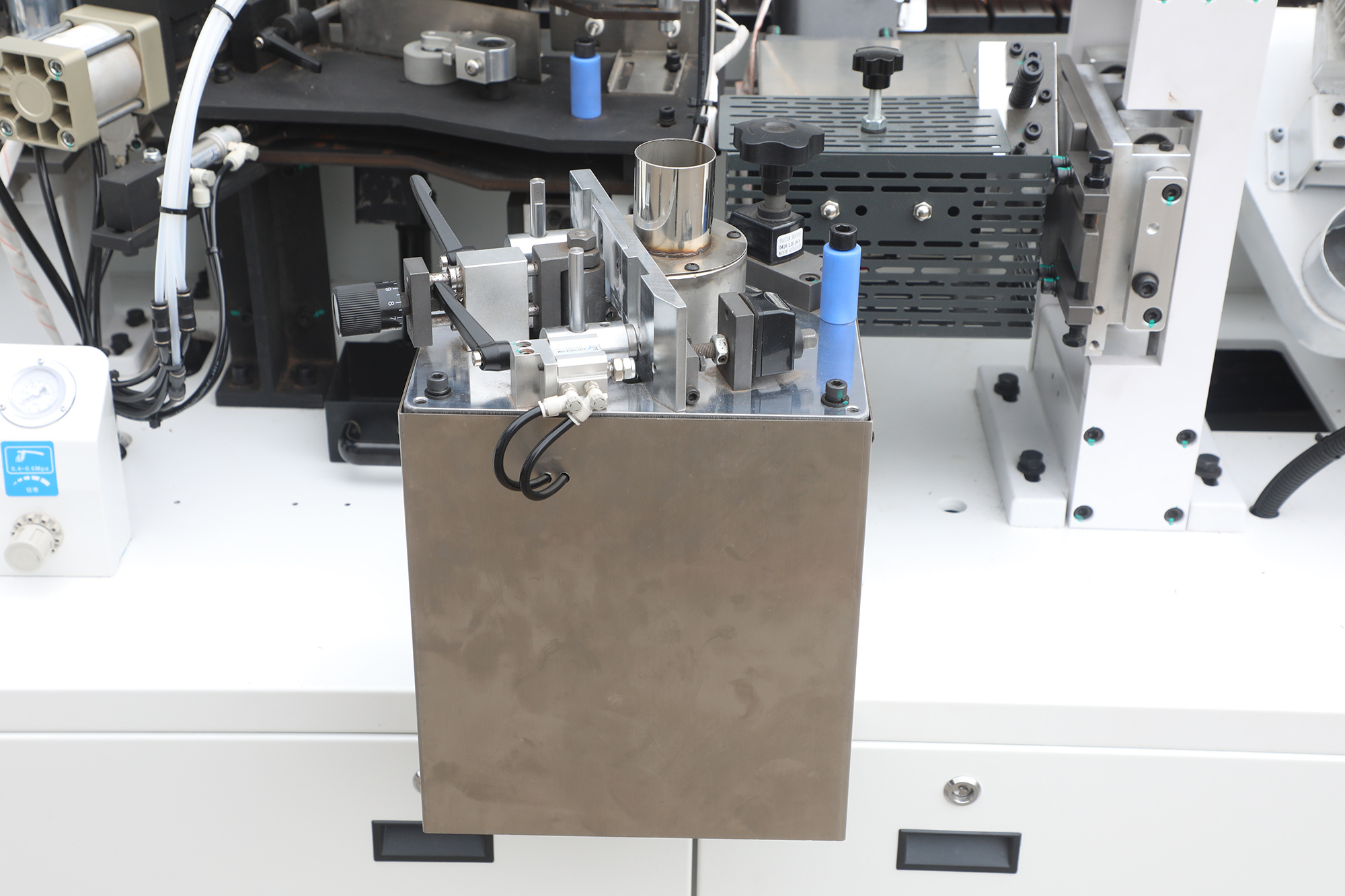
傾斜接着
ベベルエッジ接着剤コーティングとプレス機構により、ベベルストレートエッジに接着剤を均一に塗布し、ベベルエッジシーリングをシームレスに接合できます。

傾斜接着
接着剤ポットを使って空気圧スイッチに接着剤を塗布します。接着剤は均一に塗布され、接着面も綺麗です。
エッジテープ溝切り
エッジバンドのノッチ溝、テープのノッチと彫刻

インクラインプレス
斜め直線プレスは、エッジバンドとボードのエッジの完璧な接合を確保し、ボードの美しさと耐久性を向上させます。この工程は、家具製造や装飾材加工などによく使用されます。
エンドカット
独立洗浄方式は、独立した支持台とガイドレールを採用し、洗浄効果に影響を与える相互振動を効果的に回避します。また、前後の洗浄部には緩衝装置が装備されており、衝撃による振動の影響を効果的に回避します。
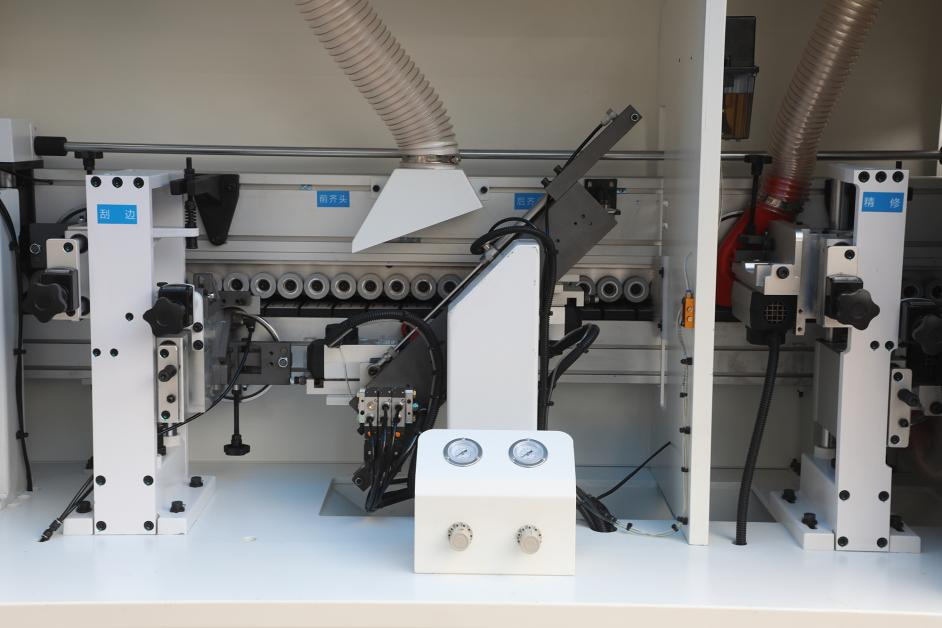

削り取り
エッジバンドの厚さに応じて、エッジスクレーパーを柔軟に使用して削り取りを行うことができます。削り取りを自由に切り替えられるため、エッジバンドの円弧がより滑らかになります。
研磨
加工されたプレートは、高速回転する2つの研磨ホイールによって洗浄され、エッジシール部分はより滑らかで美しくなり、研磨ホイールの摩耗も均一になります。





